Product Description
|
Chain No. |
Pitch P mm |
Chain width b max |
Pin diameter d2 min |
Pin length L |
Distance from hole center to tooth h1 mm |
Plate depth h2 max |
Plate thickness t/T max |
Xihu (West Lake) Dis. type |
Number of plates n |
Tensile strength Q |
Average tensile strength Q0 |
Weight per meter |
| CL04-2×3 | 6.35 | 4.35 | 2.50 | 6.05 | 3.94 | 6.80 | 1.04/0.75 | Outside | 5(2 3) | 5.19/1179 | 5.4 | 0.22 |
| CL04-3×4 | 6.35 | 6.35 | 2.50 | 8.20 | 3.90 | 6.72 | 1.04/0.75 | Outside | 7(3 4) | 8.82/2004 | 9.2 | 0.28 |
| CL04-4×5 | 6.35 | 9.40 | 2.50 | 10.90 | 3.90 | 6.72 | 1.04 | Outside | 9(4 5) | 11.76/2672 | 12.3 | 0.35 |
| ISO Chain No. |
Chain No. | Pitch P mm |
Roller diameter d1max mm |
Width between inner plates b1min mm |
Pin diameter d2max mm |
Pin length | Inner plate depth h2max |
Plate thickness t/Tmax |
Tensile strength Qmin |
Average tensile strength Q0 |
Weight per meter q |
|
| Lmax | Lcmax | |||||||||||
| mm | mm | mm | mm | kN/lbf | kN | kg/m | ||||||
| – | 9.525 | 6 | 9.5 | 4.5 | 18.6 | 20 | 9.3 | 1.85/1.50 | 11.80/2653 | 13.6 | 0.61 | |
| 420 | 420 | 12.7 | 7.77 | 6.25 | 3.96 | 14.7 | 16.1 | 12 | 1.5 | 16.00/3597 | 17.6 | 0.55 |
| – | 420F3 | 12.7 | 7.77 | 6.4 | 3.97 | 15 | 16.6 | 11.8 | 1.60/1.45 | 16.00/3597 | 17.6 | 0.64 |
| – | 420HF1 | 12.7 | 7.77 | 6.25 | 3.96 | 17 | 18.4 | 12 | 2.03 | 16.00/3597 | 17.6 | 0.76 |
| – | 420HT | 12.7 | 7.77 | 6.25 | 3.96 | 17 | – | 12 | 2.03 | 21.40/4811 | 23.5 | 0.76 |
| 428 | 428 | 12.7 | 8.51 | 7.75 | 4.45 | 16.7 | 18.2 | 11.8 | 1.6 | 17.80/4002 | 19.6 | 0.7 |
| – | 428F1 | 12.7 | 8.51 | 7.94 | 4.5 | 16.7 | 18.05 | 11.8 | 1.6 | 17.15/3855 | 19.4 | 0.71 |
| – | 428DS | 12.7 | 8.51 | 7.94 | 4.45 | 17.9 | 19.3 | 12 | 1.85 | 18.62/4186 | 21 | 0.76 |
| 428MH | 428H | 12.7 | 8.51 | 7.85 | 4.45 | 18.8 | 19.9 | 11.8 | 2.03 | 20.60/4631 | 23.4 | 0.79 |
| – | 428HF1 | 12.7 | 8.51 | 7.85 | 4.45 | 17.9 | 19 | 11.8 | 1.8 | 19.50/4384 | 20.7 | 0.74 |
| – | 428HSH | 12.7 | 8.51 | 7.75 | 4.45 | 20 | – | 12 | 2.42 | 27.00/6070 | 29.4 | 0.89 |
| – | 428HF4 | 12.7 | 8.51 | 7.94 | 4.5 | 18.9 | 20.1 | 11.8 | 2.03 | 20.50/4609 | 23.4 | 0.82 |
| – | 428HD | 12.7 | 8.51 | 7.85 | 4.45 | 18.8 | 19.9 | 11.8 | 2.03 | 20.60/4631 | 23.4 | 0.85 |
| – | 428F3 | 12.7 | 8.51 | 7.85 | 4.45 | 16.7 | 18.2 | 11.7 | 1.6 | 17.80/4002 | 19.6 | 0.77 |
| – | 428F4 | 12.7 | 8.51 | 7.85 | 4.45 | 16.7 | 18.2 | 11.8 | 1.6 | 17.80/4002 | 19.6 | 0.72 |
| 520 | 520 | 15.875 | 10.16 | 6.25 | 5.08 | 17.5 | 19 | 15.09 | 2.03 | 26.50/5957 | 29.7 | 0.89 |
| – | 520F2 | 15.875 | 10.16 | 6.35 | 5.24 | 17.5 | 19.05 | 15.09 | 2.03 | 26.50/5957 | 29.7 | 0.97 |
| – | 520F3 | 15.875 | 10.16 | 6.48 | 5.08 | 17.5 | 19 | 15.09 | 2.03 | 26.50/5957 | 29.7 | 0.89 |
| 520MH | 520MH | 15.875 | 10.22 | 6.25 | 5.25 | 19 | 21.2 | 15.3 | 2.2 | 30.50/6857 | 33.6 | – |
| – | 520HD | 15.875 | 10.16 | 6.35 | 5.34 | 18.6 | 20 | 15.09 | 2.2 | 35.00/7868 | 38.5 | 1.04 |
| 525 | 525 | 15.875 | 10.16 | 7.95 | 5.08 | 19.3 | 20.7 | 15.09 | 2.03 | 26.50/5957 | 29.7 | 1.06 |
| 525MH | 525MH | 15.875 | 10.22 | 7.85 | 5.25 | 21.2 | 23.2 | 15.3 | 2.2 | 30.50/6857 | 33.6 | – |
| – | 525HF1 | 15.875 | 10.16 | 7.95 | 5.08 | 20.9 | 22.3 | 15.09 | 2.42 | 26.50/5957 | 29.7 | 1.2 |
| 530 | 530 | 15.875 | 10.16 | 9.4 | 5.08 | 20.7 | 22.2 | 15.09 | 2.03 | 26.50/5957 | 29.7 | 1.06 |
| – | 530SH | 15.875 | 10.16 | 9.4 | 5.08 | 22.1 | – | 15.09 | 2.42 | 32.80/7374 | 33.5 | 1.24 |
| – | 520F12 | 15.875 | 10.16 | 6.25 | 5.25 | 17.6 | – | 15 | 2.03 | 29.43/6615 | 32.3 | 0.98 |
| – | 520HF7 | 15.875 | 10.22 | 7.8 | 5.3 | 21.35 | – | 15.3 | 2.8/2.42 | 40.00/8992 | 44 | 1.43 |
| 630 | 630 | 19.05 | 11.91 | 9.4 | 5.94 | 23 | 24.8 | 18 | 2.42 | 35.30/7936 | 38.8 | – |
|
Chain No. |
Pitch
P |
Roller diameter
d1 max |
Width between inner plates b1 min |
Pin diameter
d2 max |
Pin length | Inner plate depth h2 max |
Plate thickness
T |
Tensile strength
Q |
Average tensile strength Q0 |
Weight per meter q kg/m |
|
| Lmax mm |
Lcmax mm |
||||||||||
| 420 OR | 12.700 | 7.77 | 6.25 | 3.96 | 16.65 | 17.95 | 12.00 | 1.50 | 16.0/3599 | 17.00 | 0.62 |
| 420H OR | 12.700 | 7.77 | 6.25 | 3.96 | 18.80 | 20.10 | 12.00 | 2.03 | 16.0/3599 | 17.00 | 0.74 |
| 428HVS | 12.700 | 8.51 | 7.94 | 4.45 | 21.70 | 22.70 | 12.30 | 2.03 | 22.0/4946 | 23.00 | 0.85 |
| 50LD | 15.875 | 10.16 | 9.53 | 5.08 | 23.40 | 24.60 | 15.09 | 2.03 | 22.2/5045 | 26.50 | 1.12 |
| 520 OR | 15.875 | 10.16 | 6.70 | 5.30 | 21.20 | 22.30 | 15.09 | 2.20 | 32.0/7200 | 34.00 | 1.11 |
| 520F1 OR | 15.875 | 10.16 | 6.25 | 5.30 | 21.20 | 22.30 | 15.09 | 2.20 | 32.0/7200 | 34.00 | 1.09 |
| 520F2 OR | 15.875 | 10.16 | 9.65 | 5.30 | 24.10 | 25.50 | 15.09 | 2.20 | 32.0/7200 | 34.00 | 1.21 |
| 520V6 | 15.875 | 10.16 | 6.25 | 5.08 | 19.80 | 21.30 | 15.09 | 2.03 | 22.2/5045 | 26.50 | 0.96 |
| 520H OR | 15.875 | 10.16 | 6.25 | 5.24 | 21.52 | 22.92 | 15.09 | 2.42 | 26.5/6571 | 29.60 | 1.26 |
| 525 OR | 15.875 | 10.16 | 7.95 | 5.30 | 21.50 | 22.90 | 15.09 | 2.03 | 26.5/6571 | 29.60 | 1.30 |
| 525F1 OR | 15.875 | 10.16 | 7.95 | 5.30 | 23.10 | 24.00 | 15.09 | 2.20 | 32.0/7200 | 34.00 | 1.16 |
| 520F14 OR | 15.875 | 10.20 | 6.25 | 5.09 | 19.90 | – | 14.90 | 1.80 | 28.4/6391 | 30.60 | 0.92 |
| 525H OR | 15.875 | 10.16 | 7.95 | 5.30 | 23.10 | 24.50 | 15.09 | 2.42 | 26.5/6571 | 29.60 | 1.44 |
| 530H OR | 15.875 | 10.16 | 9.53 | 5.24 | 24.80 | 26.20 | 15.09 | 2.42 | 29.0/6524 | 30.00 | 1.39 |
| 630F1 OR | 19.050 | 11.91 | 9.53 | 5.94 | 25.50 | 27.30 | 18.00 | 2.42 | 31.8/7149 | 35.00 | 1.50 |
| ISO Chain No. |
Chain No. |
Pitch
P |
Bush diameter
d1 max |
Width between inner plates b1 min mm |
Pin diameter
d2 max |
Pin length
L |
Inner plate depth h2 max mm |
Plate thickness
t/T max |
Tensile strength
Q |
Average tensile strength Q0 kN |
Weight per meter q kg/m |
| – | 25 | 6.350 | 3.30 | 3.18 | 2.31 | 7.90 | 6.00 | 0.80 | 3.5/795 | 4.6 | 0.15 |
| 25H | 25H | 6.350 | 3.30 | 3.18 | 2.31 | 8.90 | 6.00 | 1.04 | 4.8/1091 | 5.5 | 0.17 |
| – | 25H(E) | 6.350 | 3.30 | 3.18 | 2.31 | 8.90 | 6.00 | 1.04 | 5.8/1304 | 6.4 | 0.18 |
| – | 25HF2 | 6.350 | 3.30 | 3.18 | 2.31 | 9.10 | 5.80 | 1.2/1.10 | 5.8/1304 | 6.4 | 0.19 |
| – | 25SHF1 | 6.350 | 3.30 | 3.18 | 2.01 | 8.95 | 5.90 | 1.04 | 4.8/1091 | 5.5 | 0.19 |
| 219H | 219H | 7.774 | 4.59 | 5.00 | 3.01 | 11.90 | 7.40 | 1.2/1.04 | 7.3/1641 | 8.0 | 0.28 |
| – | *C219H | 7.774 | 4.59 | 5.00 | 3.01 | 11.90 | 7.40 | 1.2/1.04 | 7.3/1641 | 8.0 | 0.33 |
| – | 219HT | 7.774 | 4.59 | 4.60 | 3.01 | 12.15 | 7.55 | 1.4/1.3 | 6.6/1483 | 7.2 | 0.33 |
| – | 219HF2 | 7.774 | 4.59 | 4.50 | 3.01 | 11.90 | 7.40 | 1.4/1.3 | 6.6/1483 | 7.2 | 0.31 |
| – | 219HF1 | 7.785 | 4.60 | 4.50 | 3.28 | 13.00 | 7.00 | 2.0/1.40 | 9.0/2571 | 9.8 | 0.37 |
| 270H | 270H | 8.500 | 5.00 | 4.75 | 3.28 | 13.15 | 8.45 | 1.8/1.40 | 10.8/2428 | 11.9 | 0.43 |
Package & Delivery
SMCC Chains is 1 of the most widely used and welcome products in the market. Its continuous innovative development is suitable to be the solutions for many conditions, standard roller chains, motorcycle driving chain, O-ring motorcycle chain, high strength roller chain, conveyor chains, agricultural driving chain, galvanized chain, nickel-plated chain, lubrication-free chain and oilfield chain etc.
Our CZPT chain was produced by machinery processing from raw materials to finished products and a full set of quality testing equipment. Mechanical processing equipment include grinding machines, high speed punching machines, milling machines, high speed automatic rolling and assembling machine. Heat treatment was processed by continuous mesh belt conveyor furnace, mesh belt conveyor annealing furnace, advanced central control system of heat treatment, rotary CZPT for chain component heat treatment, which ensure the stability and consistency of the key function of chain components.
We are the best suppliers of Chinese largest palletizing robot enterprises. These items are durable quality with affordable prices, replace of Japan chains, ZheJiang chains exported to Europe, America, Asia and other countries and regions.
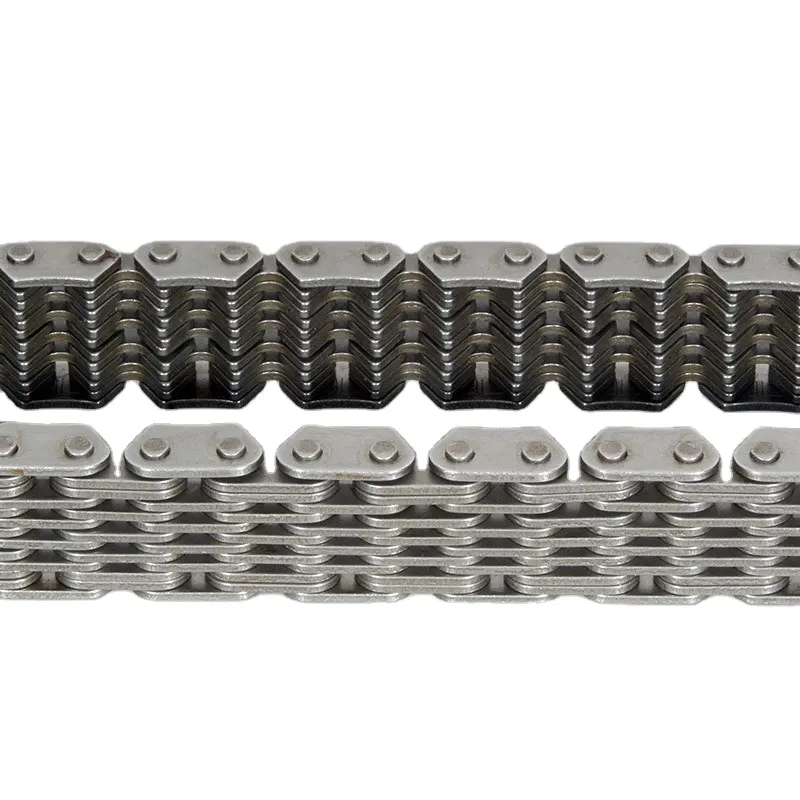
CONSTRUCTION OF THE CHAIN
Two different sizes of roller chain, showing construction.
There are 2 types of links alternating in the bush roller chain. The first type is inner links, having 2 inner plates held together by 2 sleeves or bushings CZPT which rotate 2 rollers. Inner links alternate with the second type, the outer links, consisting of 2 outer plates held together by pins passing through the bushings of the inner links. The “bushingless” roller chain is similar in operation though not in construction; instead of separate bushings or sleeves holding the inner plates together, the plate has a tube stamped into it protruding from the hole which serves the same purpose. This has the advantage of removing 1 step in assembly of the chain.
The roller chain design reduces friction compared to simpler designs, resulting in higher efficiency and less wear. The original power transmission chain varieties lacked rollers and bushings, with both the inner and outer plates held by pins which directly contacted the sprocket teeth; however this configuration exhibited extremely rapid wear of both the sprocket teeth, and the plates where they pivoted on the pins. This problem was partially solved by the development of bushed chains, with the pins holding the outer plates passing through bushings or sleeves connecting the inner plates. This distributed the wear over a greater area; however the teeth of the sprockets still wore more rapidly than is desirable, from the sliding friction against the bushings. The addition of rollers surrounding the bushing sleeves of the chain and provided rolling contact with the teeth of the sprockets resulting in excellent resistance to wear of both sprockets and chain as well. There is even very low friction, as long as the chain is sufficiently lubricated. Continuous, clean, lubrication of roller chains is of primary importance for efficient operation as well as correct tensioning.
LUBRICATION
Many driving chains (for example, in factory equipment, or driving a camshaft inside an internal combustion engine) operate in clean environments, and thus the wearing surfaces (that is, the pins and bushings) are safe from precipitation and airborne grit, many even in a sealed environment such as an oil bath. Some roller chains are designed to have o-rings built into the space between the outside link plate and the inside roller link plates. Chain manufacturers began to include this feature in 1971 after the application was invented by Joseph Montano while working for Whitney Chain of Hartford, Connecticut. O-rings were included as a way to improve lubrication to the links of power transmission chains, a service that is vitally important to extending their working life. These rubber fixtures form a barrier that holds factory applied lubricating grease inside the pin and bushing wear areas. Further, the rubber o-rings prevent dirt and other contaminants from entering inside the chain linkages, where such particles would otherwise cause significant wear.[citation needed]
There are also many chains that have to operate in dirty conditions, and for size or operational reasons cannot be sealed. Examples include chains on farm equipment, bicycles, and chain saws. These chains will necessarily have relatively high rates of wear, particularly when the operators are prepared to accept more friction, less efficiency, more noise and more frequent replacement as they neglect lubrication and adjustment.
Many oil-based lubricants attract dirt and other particles, eventually forming an CZPT paste that will compound wear on chains. This problem can be circumvented by use of a “dry” PTFE spray, which forms a CZPT film after application and repels both particles and moisture.
MOTORCYCLE CHAIN LUBRICATION
Chains operating at high speeds comparable to those on motorcycles should be used in conjunction with an oil bath. For modern motorcycles this is not possible, and most motorcycle chains run unprotected. Thus, motorcycle chains tend to wear very quickly relative to other applications. They are subject to extreme forces and are exposed to rain, dirt, sand and road salt.
Motorcycle chains are part of the drive train to transmit the motor power to the back wheel. Properly lubricated chains can reach an efficiency of 98% or greater in the transmission. Unlubricated chains will significantly decrease performance and increase chain and sprocket wear.
Two types of CZPT lubricants are available for motorcycle chains: spray on lubricants and oil drip feed systems.
Spray lubricants may contain wax or PTFE. While these lubricants use tack additives to stay on the chain they can also attract dirt and sand from the road and over time produce a grinding paste that accelerates component wear.
Oil drip feed systems continuously lubricate the chain and use light oil that does not stick to the chain. Research has shown that oil drip feed systems provide the greatest wear protection and greatest power saving.
VARIANTS DESIGN
Layout of a roller chain: 1. Outer plate, 2. Inner plate, 3. Pin, 4. Bushing, 5. Roller
If the chain is not being used for a high wear application (for instance if it is just transmitting motion from a hand-operated lever to a control shaft on a machine, or a sliding door on an oven), then 1 of the simpler types of chain may still be used. Conversely, where extra strength but the smooth drive of a smaller pitch is required, the chain may be “siamesed”; instead of just 2 rows of plates on the outer sides of the chain, there may be 3 (“duplex”), 4 (“triplex”), or more rows of plates running parallel, with bushings and rollers between each adjacent pair, and the same number of rows of teeth running in parallel on the sprockets to match. Timing chains on automotive engines, for example, typically have multiple rows of plates called strands.
Roller chain is made in several sizes, the most common American National Standards Institute (ANSI) standards being 40, 50, 60, and 80. The first digit(s) indicate the pitch of the chain in eighths of an inch, with the last digit being 0 for standard chain, 1 for lightweight chain, and 5 for bushed chain with no rollers. Thus, a chain with half-inch pitch would be a #40 while a #160 sprocket would have teeth spaced 2 inches apart, etc. Metric pitches are expressed in sixteenths of an inch; thus a metric #8 chain (08B-1) would be equivalent to an ANSI #40. Most roller chain is made from plain carbon or alloy steel, but stainless steel is used in food processing machinery or other places where lubrication is a problem, and nylon or brass are occasionally seen for the same reason.
Roller chain is ordinarily hooked up using a master link (also known as a connecting link), which typically has 1 pin held by a horseshoe clip rather than friction fit, allowing it to be inserted or removed with simple tools. Chain with a removable link or pin is also known as cottered chain, which allows the length of the chain to be adjusted. Half links (also known as offsets) are available and are used to increase the length of the chain by a single roller. Riveted roller chain has the master link (also known as a connecting link) “riveted” or mashed on the ends. These pins are made to be durable and are not removable.
USE
An example of 2 ‘ghost’ sprockets tensioning a triplex roller chain system
Roller chains are used in low- to mid-speed drives at around 600 to 800 feet per minute; however, at higher speeds, around 2,000 to 3,000 feet per minute, V-belts are normally used due to wear and noise issues.
A bicycle chain is a form of roller chain. Bicycle chains may have a master link, or may require a chain tool for removal and installation. A similar but larger and thus stronger chain is used on most motorcycles although it is sometimes replaced by either a toothed belt or a shaft drive, which offer lower noise level and fewer maintenance requirements.
The great majority of automobile engines use roller chains to drive the camshaft(s). Very high performance engines often use gear drive, and starting in the early 1960s toothed belts were used by some manufacturers.
Chains are also used in forklifts using hydraulic rams as a pulley to raise and lower the carriage; however, these chains are not considered roller chains, but are classified as lift or leaf chains.
Chainsaw cutting chains superficially resemble roller chains but are more closely related to leaf chains. They are driven by projecting drive links which also serve to locate the chain CZPT the bar.
Sea Harrier FA.2 ZA195 front (cold) vector thrust nozzle – the nozzle is rotated by a chain drive from an air motor
A perhaps unusual use of a pair of motorcycle chains is in the Harrier Jump Jet, where a chain drive from an air motor is used to rotate the movable engine nozzles, allowing them to be pointed downwards for hovering flight, or to the rear for normal CZPT flight, a system known as Thrust vectoring.
WEAR
The effect of wear on a roller chain is to increase the pitch (spacing of the links), causing the chain to grow longer. Note that this is due to wear at the pivoting pins and bushes, not from actual stretching of the metal (as does happen to some flexible steel components such as the hand-brake cable of a motor vehicle).
With modern chains it is unusual for a chain (other than that of a bicycle) to wear until it breaks, since a worn chain leads to the rapid onset of wear on the teeth of the sprockets, with ultimate failure being the loss of all the teeth on the sprocket. The sprockets (in particular the smaller of the two) suffer a grinding motion that puts a characteristic hook shape into the driven face of the teeth. (This effect is made worse by a chain improperly tensioned, but is unavoidable no matter what care is taken). The worn teeth (and chain) no longer provides smooth transmission of power and this may become evident from the noise, the vibration or (in car engines using a timing chain) the variation in ignition timing seen with a timing light. Both sprockets and chain should be replaced in these cases, since a new chain on worn sprockets will not last long. However, in less severe cases it may be possible to save the larger of the 2 sprockets, since it is always the smaller 1 that suffers the most wear. Only in very light-weight applications such as a bicycle, or in extreme cases of improper tension, will the chain normally jump off the sprockets.
The lengthening due to wear of a chain is calculated by the following formula:
M = the length of a number of links measured
S = the number of links measured
P = Pitch
In industry, it is usual to monitor the movement of the chain tensioner (whether manual or automatic) or the exact length of a drive chain (one rule of thumb is to replace a roller chain which has elongated 3% on an adjustable drive or 1.5% on a fixed-center drive). A simpler method, particularly suitable for the cycle or motorcycle user, is to attempt to pull the chain away from the larger of the 2 sprockets, whilst ensuring the chain is taut. Any significant movement (e.g. making it possible to see through a gap) probably indicates a chain worn up to and beyond the limit. Sprocket damage will result if the problem is ignored. Sprocket wear cancels this effect, and may mask chain wear.
BICYCLE CHAIN WEAR
The lightweight chain of a bicycle with derailleur gears can snap (or rather, come apart at the side-plates, since it is normal for the “riveting” to fail first) because the pins inside are not cylindrical, they are barrel-shaped. Contact between the pin and the bushing is not the regular line, but a point which allows the chain’s pins to work its way through the bushing, and finally the roller, ultimately causing the chain to snap. This form of construction is necessary because the gear-changing action of this form of transmission requires the chain to both bend sideways and to twist, but this can occur with the flexibility of such a narrow chain and relatively large free lengths on a bicycle.
Chain failure is much less of a problem on hub-geared systems (e.g. Bendix 2-speed, Sturmey-Archer AW) since the parallel pins have a much bigger wearing surface in contact with the bush. The hub-gear system also allows complete enclosure, a great aid to lubrication and protection from grit.
CHAIN STRENGTH
The most common measure of roller chain’s strength is tensile strength. Tensile strength represents how much load a chain can withstand under a one-time load before breaking. Just as important as tensile strength is a chain’s fatigue strength. The critical factors in a chain’s fatigue strength is the quality of steel used to manufacture the chain, the heat treatment of the chain components, the quality of the pitch hole fabrication of the linkplates, and the type of shot plus the intensity of shot peen coverage on the linkplates. Other factors can include the thickness of the linkplates and the design (contour) of the linkplates. The rule of thumb for roller chain operating on a continuous drive is for the chain load to not exceed a mere 1/6 or 1/9 of the chain’s tensile strength, depending on the type of master links used (press-fit vs. slip-fit)[citation needed]. Roller chains operating on a continuous drive beyond these thresholds can and typically do fail prematurely via linkplate fatigue failure.
The standard minimum ultimate strength of the ANSI 29.1 steel chain is 12,500 x (pitch, in inches)2. X-ring and O-Ring chains greatly decrease wear by means of internal lubricants, increasing chain life. The internal lubrication is inserted by means of a vacuum when riveting the chain together.
CHAIN STHangZhouRDS
Standards organizations (such as ANSI and ISO) maintain standards for design, dimensions, and interchangeability of transmission chains. For example, the following Table shows data from ANSI standard B29.1-2011 (Precision Power Transmission Roller Chains, Attachments, and Sprockets) developed by the American Society of Mechanical Engineers (ASME). See the references[8][9][10] for additional information.
ASME/ANSI B29.1-2011 Roller Chain Standard SizesSizePitchMaximum Roller DiameterMinimum Ultimate Tensile StrengthMeasuring Load25
| ASME/ANSI B29.1-2011 Roller Chain Standard Sizes | ||||
| Size | Pitch | Maximum Roller Diameter | Minimum Ultimate Tensile Strength | Measuring Load |
|---|---|---|---|---|
| 25 | 0.250 in (6.35 mm) | 0.130 in (3.30 mm) | 780 lb (350 kg) | 18 lb (8.2 kg) |
| 35 | 0.375 in (9.53 mm) | 0.200 in (5.08 mm) | 1,760 lb (800 kg) | 18 lb (8.2 kg) |
| 41 | 0.500 in (12.70 mm) | 0.306 in (7.77 mm) | 1,500 lb (680 kg) | 18 lb (8.2 kg) |
| 40 | 0.500 in (12.70 mm) | 0.312 in (7.92 mm) | 3,125 lb (1,417 kg) | 31 lb (14 kg) |
| 50 | 0.625 in (15.88 mm) | 0.400 in (10.16 mm) | 4,880 lb (2,210 kg) | 49 lb (22 kg) |
| 60 | 0.750 in (19.05 mm) | 0.469 in (11.91 mm) | 7,030 lb (3,190 kg) | 70 lb (32 kg) |
| 80 | 1.000 in (25.40 mm) | 0.625 in (15.88 mm) | 12,500 lb (5,700 kg) | 125 lb (57 kg) |
| 100 | 1.250 in (31.75 mm) | 0.750 in (19.05 mm) | 19,531 lb (8,859 kg) | 195 lb (88 kg) |
| 120 | 1.500 in (38.10 mm) | 0.875 in (22.23 mm) | 28,125 lb (12,757 kg) | 281 lb (127 kg) |
| 140 | 1.750 in (44.45 mm) | 1.000 in (25.40 mm) | 38,280 lb (17,360 kg) | 383 lb (174 kg) |
| 160 | 2.000 in (50.80 mm) | 1.125 in (28.58 mm) | 50,000 lb (23,000 kg) | 500 lb (230 kg) |
| 180 | 2.250 in (57.15 mm) | 1.460 in (37.08 mm) | 63,280 lb (28,700 kg) | 633 lb (287 kg) |
| 200 | 2.500 in (63.50 mm) | 1.562 in (39.67 mm) | 78,175 lb (35,460 kg) | 781 lb (354 kg) |
| 240 | 3.000 in (76.20 mm) | 1.875 in (47.63 mm) | 112,500 lb (51,000 kg) | 1,000 lb (450 kg |
For mnemonic purposes, below is another presentation of key dimensions from the same standard, expressed in fractions of an inch (which was part of the thinking behind the choice of preferred numbers in the ANSI standard):
| Pitch (inches) | Pitch expressed in eighths |
ANSI standard chain number |
Width (inches) |
|---|---|---|---|
| 1⁄4 | 2⁄8 | 25 | 1⁄8 |
| 3⁄8 | 3⁄8 | 35 | 3⁄16 |
| 1⁄2 | 4⁄8 | 41 | 1⁄4 |
| 1⁄2 | 4⁄8 | 40 | 5⁄16 |
| 5⁄8 | 5⁄8 | 50 | 3⁄8 |
| 3⁄4 | 6⁄8 | 60 | 1⁄2 |
| 1 | 8⁄8 | 80 | 5⁄8 |
Notes:
1. The pitch is the distance between roller centers. The width is the distance between the link plates (i.e. slightly more than the roller width to allow for clearance).
2. The right-hand digit of the standard denotes 0 = normal chain, 1 = lightweight chain, 5 = rollerless bushing chain.
3. The left-hand digit denotes the number of eighths of an inch that make up the pitch.
4. An “H” following the standard number denotes heavyweight chain. A hyphenated number following the standard number denotes double-strand (2), triple-strand (3), and so on. Thus 60H-3 denotes number 60 heavyweight triple-strand chain.
A typical bicycle chain (for derailleur gears) uses narrow 1⁄2-inch-pitch chain. The width of the chain is variable, and does not affect the load capacity. The more sprockets at the rear wheel (historically 3-6, nowadays 7-12 sprockets), the narrower the chain. Chains are sold according to the number of speeds they are designed to work with, for example, “10 speed chain”. Hub gear or single speed bicycles use 1/2″ x 1/8″ chains, where 1/8″ refers to the maximum thickness of a sprocket that can be used with the chain.
Typically chains with parallel shaped links have an even number of links, with each narrow link followed by a broad one. Chains built up with a uniform type of link, narrow at 1 and broad at the other end, can be made with an odd number of links, which can be an advantage to adapt to a special chainwheel-distance; on the other side such a chain tends to be not so strong.
Roller chains made using ISO standard are sometimes called as isochains.
WHY CHOOSE US
1. Reliable Quality Assurance System
2. Cutting-Edge Computer-Controlled CNC Machines
3. Bespoke Solutions from Highly Experienced Specialists
4. Customization and OEM Available for Specific Application
5. Extensive Inventory of Spare Parts and Accessories
6. Well-Developed CZPT Marketing Network
7. Efficient After-Sale Service System
The 219 sets of advanced automatic production equipment provide guarantees for high product quality. The 167 engineers and technicians with senior professional titles can design and develop products to meet the exact demands of customers, and OEM customizations are also available with us. Our sound global service network can provide customers with timely after-sales technical services.
We are not just a manufacturer and supplier, but also an industry consultant. We work pro-actively with you to offer expert advice and product recommendations in order to end up with a most cost effective product available for your specific application. The clients we serve CZPT range from end users to distributors and OEMs. Our OEM replacements can be substituted wherever necessary and suitable for both repair and new assemblies.
|
Shipping Cost:
Estimated freight per unit. |
To be negotiated|
|
|---|
| After-sales Service: | 7*24hours |
|---|---|
| Warranty: | 1 Year |
| Type: | Chain |
| Samples: |
US$ 1/Piece
1 Piece(Min.Order) | Order Sample |
|---|
| Customization: |
Available
| Customized Request |
|---|

How do you prevent wear and elongation in a silent chain?
To prevent wear and elongation in a silent chain, several measures can be taken:
1. Proper Lubrication:
– Regular and appropriate lubrication is essential to minimize friction and wear in the chain.
– Lubricating the chain reduces friction between the pins, bushings, and rollers, preventing excessive wear.
– Consult the manufacturer’s recommendations for the appropriate lubricant type and frequency of lubrication.
2. Correct Tensioning:
– Maintaining proper tension in the silent chain is crucial to prevent excessive elongation.
– Ensure that the chain is correctly tensioned according to the manufacturer’s guidelines.
– Over-tensioning can increase stress and wear, while under-tensioning can result in excessive elongation.
3. Avoiding Overloading:
– Silent chains have specified load capacities, and exceeding these limits can lead to accelerated wear and elongation.
– Avoid subjecting the chain to excessive loads beyond its design capacity.
4. Regular Inspection:
– Conduct regular inspections of the silent chain to identify any signs of wear or elongation.
– Look for indications such as elongated pitch, excessive chain slack, or visible signs of damage.
– Promptly replace any worn-out or damaged components to prevent further wear and elongation.
5. Selecting the Right Chain Material:
– Choosing a silent chain made from high-quality materials that offer good wear resistance can help prevent premature wear and elongation.
– Consider the specific application requirements, such as temperature, chemicals, and abrasion, when selecting the chain material.
6. Proper Installation:
– Ensure the silent chain is installed correctly, following the manufacturer’s instructions.
– Improper installation can introduce additional stress and contribute to accelerated wear and elongation.
By implementing these preventive measures, you can significantly reduce wear and elongation in a silent chain, ensuring its longevity and optimal performance.
Can a silent chain be repaired or does it need to be replaced entirely?
When a silent chain is damaged or worn, the extent of the damage and the overall condition of the chain will determine whether it can be repaired or needs to be replaced entirely. Here are some considerations:
1. Minor Damage:
– If the silent chain has minor damage, such as a few worn or damaged links, it may be possible to repair it by replacing those specific links. This can be done by removing the damaged links and installing new ones.
– Additionally, if the chain has minor issues like loose pins or misalignment, these can often be corrected through proper adjustments and alignment.
2. Extensive Damage:
– If the silent chain has extensive damage, such as significant elongation, excessive wear, or multiple damaged links, it may be more cost-effective and practical to replace the entire chain.
– Extensive damage can compromise the performance and integrity of the chain, making repairs less reliable and potentially leading to further issues down the line.
3. Manufacturer Recommendations:
– It’s important to consult the manufacturer’s guidelines and recommendations regarding repairs. They will provide insights into the repairability of their specific silent chain models and offer guidance on when replacement is necessary.
– Manufacturers may provide repair kits or replacement parts for specific chain components, enabling repairs for certain types of damage.
4. Professional Evaluation:
– In cases where the extent of the damage is uncertain or if the silent chain plays a critical role in the application, it is advisable to seek a professional evaluation.
– A qualified professional can assess the condition of the silent chain, determine if repairs are feasible, and provide recommendations on the best course of action.
Ultimately, the decision to repair or replace a silent chain will depend on the severity of the damage, the cost-effectiveness of repairs, and the manufacturer’s recommendations. It’s essential to prioritize safety and consider the long-term performance and reliability of the conveyor system when making this decision.

What is a silent chain and how does it work?
A silent chain, also known as an inverted tooth chain or silent synchronous chain, is a type of power transmission chain that is designed to operate with minimal noise and vibration. It is commonly used in applications where quiet operation is required, such as timing drives, conveyors, and machinery.
A silent chain consists of a series of interlocking links with specially shaped teeth. The links are typically made of metal, such as steel, and the teeth engage with corresponding sprockets or pulleys to transmit motion and power.
The unique design of a silent chain allows for smooth and efficient power transmission. The interlocking teeth engage and disengage with the sprockets or pulleys in a way that minimizes noise and vibration. This is achieved through the following mechanisms:
– Tooth Shape: The teeth of a silent chain are specially contoured to provide a smooth and quiet engagement with the sprockets. The tooth profile helps to distribute the load evenly and reduce impact and noise during operation.
– Cushioning Effect: Silent chains often incorporate elastomeric or plastic inserts between the links to dampen vibrations and reduce noise. These inserts act as shock absorbers, absorbing and dissipating the energy generated during engagement.
– Lubrication: Proper lubrication of the silent chain is essential to ensure smooth operation and minimize friction and wear. Lubricants help reduce noise and maintain the chain’s performance and longevity.
Overall, the design of a silent chain aims to minimize noise, vibration, and backlash while providing reliable power transmission. This makes it suitable for applications where quiet operation is critical, such as in automotive engines, office equipment, and high-precision machinery.


editor by CX 2023-08-04